电话:0755-27065558
传真:+86(755)2959 1229
联系人:彭先生 13691862224
网址:www.dunhua.net.cn
地址:中国 · 深圳 · 宝安区燕罗街道广田路35号钝化技术大厦20层
作者: 「深圳钝化技术公司」发表时间:2022-07-11 11:35:34浏览量:3042【小中大】
冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的冲压件零件。

冲压工序
冲压工序可分为四个基本工序:
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
精冲:冲制精度较高的产品,对于尺寸、表面光量带要求高的产品,通过精冲模具达到图纸要求的工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压件形状的冲压工序(包括翻边、胀形、校平和整形工序等)。
工艺分类冲压主要是按以下40个工艺分类,成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。在实际生产中,常常是多种工序综合应用于一个工件。冲裁、弯曲、剪切、拉伸、胀形、旋压、矫正是几种主要的冲压工艺。
1、切 开
切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
2、切 边
切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
3、切 舌
切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定 位置,不再位于分离前所处的平面上。
4、切 断
切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
5、反拉深
反拉深是把空心工序件内壁外翻的一种拉深工序。
6、扩 口
扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
7、冲 孔
冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
8、冲 缺
冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
9、冲 裁
冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
10、冲 槽
冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。

11、冲中心孔
冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
12、压 凸
压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
13、压 花
压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。
14、压 筋
压筋是起伏成形的一种。当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
15、成 形
成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
16、光洁冲裁
光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
17、扭 弯
扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
18、连续拉深
连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。
19、卷 边
卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。
20、卷 缘
卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。

21、拉 延
拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。
22、拉 弯
拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。
23、拉 深
拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心 件主要依靠位于凸模底部以外的材料流入凹模而形成。
24、变薄拉深
变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。
25、胀 形
胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。
26、剖 切
剖切是将成形工序件一分为几的一种冲压工序。
27、校 平
校平是提高局部或整体平面型零件平直度的一种冲压工序。
28、弯 曲
弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。
29、起伏成形
起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图 性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。
30、差温拉深
差温拉深是利用加热、冷却手段,使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程 度的一种拉深工序。

31、深孔冲裁
深孔冲裁是孔径等于或小于被冲材料厚度时的冲孔工序。
32、液压拉深
液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。
33、凿 切
凿切是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被冲材料绝大多数是非金属。
34、落 料
落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面形的。
35、精 冲
精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。
36、缩 口
缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。
37、整 形
整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
38、整 修
整修是沿外形或内形轮廓切去少量材料,从而提高边缘光洁度和垂直度的一种冲压工序。整修工序一般也同时提高尺寸精度。
39、翻 孔
翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
40、翻 边
翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序。
以上各种工序的汇总统称冲压工艺。

冲压加工特点冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机(单工位或多工位的)上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2) 冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒针,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4) 冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
(5)冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
(6)操作工艺方便,不需要操作者有较高水平的技艺。
(7)冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
(8)冲压件有较好的互换性。冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
(9)由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
(10)冲压加工能获得强度高、刚度大而重量轻的零件。
(11)用模具批量生产的冲压件成本低廉。
(12)冲压能制造出其它金属加工方法难加工出的形状复杂的零件。
由于冲压具有如此优越性,冲压加工在国民经济各个领域应用范围相当广泛。例如,在宇航,航空,军工,机械,农机,电子,信息,铁道,邮电,交通,化工,医疗器具,日用电器及轻工等部门里都有冲压加工。不但整个产业界都用到它,而且每个人都直接与冲压产品发生联系。像飞机,火车,汽车,拖拉机上就有许多大,中,小型冲压件。小轿车的车身,车架及车圈等零部件都是冲压加工出来的。据有关调查统计,自行车,缝纫机,手表里有80%是冲压件;电视机,收录机,摄像机里有90%是冲压件;还有食品金属罐壳,钢精锅炉,搪瓷盆碗及不锈钢餐具,全都是使用模具的冲压加工产品;就连电脑的硬件中也缺少不了冲压件。
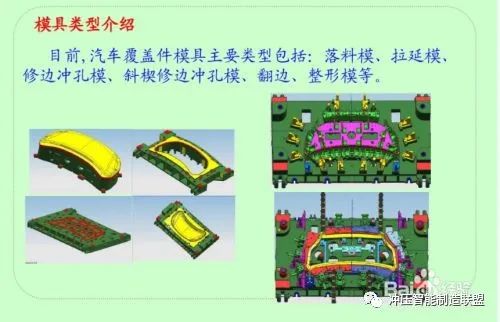
冲压成形工艺方法/步骤
落料模做好料边分析,通过多轮放样确定落料模落料线尺寸。
拉延模做好CAE分析,确定工艺型面是否合理,对可能造成开裂起皱风险区域做好工艺型面补偿。
修边模通过工艺改进,防止废料不下滑,修边废料刀积铁屑,增加刀口进入量,方便废料滑落。
翻边成型模 对翻边高度进行工艺分析,翻边开裂 起皱制作工艺补偿
对冲压件进行工序工艺合并,减少工序,提高生产效率
对生产过程中做好工艺检查,确认生产是否按作业指导书操作