
电话:0755-27065558
传真:+86(755)2959 1229
联系人:彭先生 13691862224
网址:www.dunhua.net.cn
地址:中国 · 深圳 · 宝安区燕罗街道广田路35号钝化技术大厦20层
作者: 「深圳钝化技术公司」发表时间:2022-09-12 14:57:01浏览量:3126【小中大】
1 问题的提出
技术统一规定中通常包括“奥氏体不锈钢制容器用于可能引起晶间腐蚀的环境, 焊后应做固溶或稳定化处理”, 提出这样的要求, 自有其存在的合理性。但即使设计人员在图样的技术要求中提出这一条, 要求制造厂进行不锈钢制容器(比如换热器) 的焊后热处理, 由于实际热处理工艺参数难以控制和其他一些意想不到的困难, 通常难以达到设计人员提出的理想要求, 实际上在役的不锈钢设备绝大部分是在焊后态使用。
这就促使我们去思考:晶间腐蚀是奥氏体不锈钢最常见的腐蚀形式, 那么产生晶间腐蚀的机理是什么?在什么介质环境下会引起晶间腐蚀?防止和控制晶间腐蚀的主要方法有哪些?奥氏体不锈钢制容器用于可能引起晶间腐蚀的环境焊后是否都要热处理?本文查阅有关的标准、规范,专著,结合生产实际谈谈个人看法。
2 晶间腐蚀的产生机理
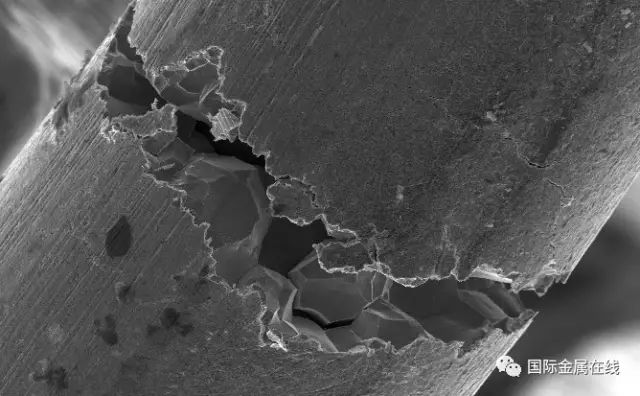
晶间腐蚀是一种常见的局部腐蚀, 腐蚀沿着金属或合金晶粒边界或它的临近区域发展, 而晶粒腐蚀很轻微,这种腐蚀便称为晶间腐蚀,这种腐蚀使晶粒间的结合力大大削弱。严重的晶间腐蚀,可使金属失去强度和延展性,在正常载荷下碎裂。现代晶间腐蚀理论, 主要有贫铬理论和晶界杂质选择溶解理论。
2. 1 贫铬理论
常用的奥氏体不锈钢, 在氧化性或弱氧化性介质中之所以产生晶间腐蚀, 多半是由于加工或使用时受热不当引起的。所谓受热不当是指钢受热或缓慢冷却通过450~850 ℃温度区, 钢就会对晶间腐蚀产生敏感性。所以这个温度是奥氏体不锈钢使用的危险温度。不锈钢材料在出厂时已经固溶处理,所谓固溶处理就是把钢加热至1050~1150 ℃后进行淬火, 目的是获得均相固溶体。奥氏体钢中含有少量碳, 碳在奥氏体中的固溶度是随温度下降而减小的。如0Cr18Ni9Ti , 在1100 ℃时, 碳的固溶度约为0. 2 % , 在500~700 ℃时, 约为0. 02 %。所以经固溶处理的钢,碳是过饱和的。
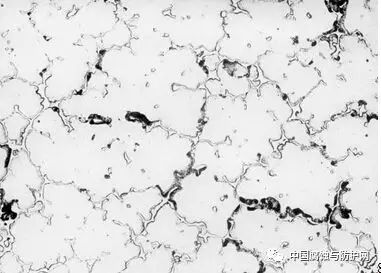
当钢无论是加热或冷却通过450~850 ℃时,碳便可形成( Fe 、Cr) 23C6 从奥氏体中析出而分布在晶界上。( Fe 、Cr) 23C6 的含铬量比奥氏体基体的含铬量高很多, 它的析出自然消耗了晶界附近大量的铬, 而消耗的铬不能从晶粒中通过扩散及时得到补充, 因为铬的扩散速度很慢, 结果晶界附近的含铬量低于钝化必须的的限量(即12 %Cr) ,形成贫铬区, 因而钝态受到破坏, 晶界附近区域电位下降, 而晶粒本身仍维持钝态, 电位较高, 晶粒与晶界构成活态———钝态微电偶电池, 电池具有大阴极小阳极的面积比,这样就导致晶界区的腐蚀。
2. 2 晶界杂质选择溶解理论
在生产实践中, 我们还了解到奥氏体不锈钢在强氧化性介质(如浓硝酸) 中也能产生晶间腐蚀, 但腐蚀情况和在氧化性或弱氧化性介质中的情况不同。通常发生在经过固溶处理的钢上,经过敏化处理的钢一般不发生。当固溶体中含有磷这种杂质达100ppm 时或硅杂质为1000 - 2000ppm 时, 它们便会偏析在晶界上。这些杂质在强氧化性介质作用下便发生溶解, 导致晶间腐蚀。而钢经敏化处理时, 由于碳可以和磷生成(MP) 23C6 , 或由于碳的首先偏析限制了磷向晶界扩散, 这两种情况都会免除或减轻杂质在晶界的偏析, 就消除或减弱了钢对晶间腐蚀的敏感性。
上述两种解释晶间腐蚀机理的理论各自适用于一定合金的组织状态和一定的介质, 不是互相排斥而是互相补充的。生产实践中最常见的不锈钢的晶间腐蚀多数是在弱氧化性或氧化性介质中发生的,因而绝大多数的腐蚀实例都可以用贫铬理论来解释。
3 引起晶间腐蚀的介质环境
引起常用奥氏体不锈钢晶间腐蚀的介质, 主要有两类。一类是氧化性或弱氧化性介质,一类是强氧化性介质,如浓硝酸等。常见的是第一类,下面列出常见引起奥氏体不锈钢晶间腐蚀的介质环境。
3. 1 常见引起奥氏体不锈钢晶间腐蚀介质
在G. A. Nelson 编制的“腐蚀数据图表”中列出了常见的引起奥氏体不锈钢产生晶间腐蚀的介质:醋酸,醋酸+ 水杨酸,硝酸铵,硫酸铵,铬酸,硫酸铜,脂肪酸,甲酸,硫酸铁,氢氟酸+ 硫酸铁,乳酸,硝酸,硝酸+ 盐酸,草酸,磷酸,海水,盐雾,硫酸氢钠,次氯酸钠,二氧化硫(湿) ,硫酸,硫酸+ 硫酸铜,硫酸+ 硫酸亚铁, 硫酸+ 甲醇, 硫酸+ 硝酸, 亚硫酸, 酞酸, 氢氧化钠+ 硫化钠。
3. 2 晶间腐蚀倾向性试验
奥氏体不锈钢使用于可能引起晶间腐蚀的环境时,应按GB4334. 1~GB4334《不锈钢晶间腐蚀试验方法》进行晶间腐蚀倾向性试验。奥氏体不锈钢晶间腐蚀倾向试验方法的选用及其合格要求应符合下列规定:
(1) 在温度大于等于60 ℃,且浓度大于等于5 %的硝酸中使用的奥氏体不锈钢以及浓硝专用不锈钢, 应按GB4334. 3《不锈钢65 %硝酸腐蚀试验方法》进行试验,五个周期的平均腐蚀率或三个周期的腐蚀率应不大于0. 6g/ m2 h (或相当于0. 6mm/a) 。试样状态可为使用状态或敏化状态。
(2) 铬镍奥氏体不锈钢( 如0Cr18Ni10Ti , 0Cr18Ni9 , 00Cr19Ni10 及相类似钢材) : 一般要求:按GB4334. 5《不锈钢硫酸—硫酸铜腐蚀试验方法》,弯曲试验后,试样表面不得有晶间腐蚀裂纹。较高要求:按GB4334. 2《不锈钢硫酸—硫酸铁腐蚀试验方法》,平均腐蚀率应不大于1. 1g/ m2 h 。
(3) 含钼奥氏体不锈钢(如0Cr18Ni12Mo2Ti , 00Cr17Ni14Mo2 及相类似钢材) : 一般要求:按GB4334. 5《不锈钢硫酸—硫酸铜腐蚀试验方法》, 弯曲试验后, 试样表面不得有晶间腐蚀裂纹。较高要求:按GB4334. 4《不锈钢硝酸—氢氟酸腐蚀试验方法》, 腐蚀度比值不大于1. 5。也可按GB4334. 2《硫酸—硫酸铁试验方法》, 平均腐蚀率应不大于1. 1g/m2 h 。
(4) 介质有特殊要求时,可进行上述规定以外的晶间腐蚀试验,并规定相应的合格要求。
4 防止和控制晶间腐蚀的措施
根据腐蚀机理, 防止和控制奥氏体不锈钢晶间腐蚀的措施有以下几种:
(1) 采用超低碳不锈钢降低碳含量到0. 03 %以下, 如选用00Cr17Ni14Mo2 , 使钢中不形成( Fe 、Cr) 23C6 ,不出现贫铬区,防止晶间腐蚀的产生。一般强度不高, 受力不大, 要求塑性好的零件, 从经济角度出发,可选用0Cr18Ni9 等。
(2) 稳定化不锈钢选用钢中含钛和铌的不锈钢, (即我们常说的稳定化不锈钢) , 冶炼钢材时加入一定量的钛和铌两种成分, 它们和碳的亲和力大, 使钢中形成TiC 或NbC , 而且TiC 或NbC 的固溶度又比( Fe 、Cr) 23C6 小得多,在固溶温度下几乎不溶于奥氏体中。这样,虽然经过敏化温度时, ( Fe 、Cr) 23C6不致于大量在晶界上析出, 在很大程度上消除了奥氏体不锈钢产生晶间腐蚀的倾向。如1Cr18Ni9Ti 、1Cr18Ni9Nb 等钢, 可在500~700 ℃范围内工作, 不会有晶间腐蚀倾向。
(3) 重新进行固溶处理当对奥氏体不锈钢进行电焊时,电弧熔池的温度高达1300 ℃以上,焊缝两侧温度随距离的增加而下降, 其中存在敏化温度区。应尽量避免奥氏体不锈钢在敏化温度范围内受热和缓慢冷却, 若发现有晶间腐蚀倾向, 一般对非稳定化的不锈钢多加热到1000~1120 ℃, 保温按每毫米1~2 分钟计, 然后急冷;对稳定化不锈钢以加热到950~1050 ℃为宜。经固溶处理后的钢仍要防止在敏化温度加热,否则碳化铬会重新沿晶界析出。
(4) 选用正确的焊接方法焊接时,如果操作不熟练或焊接材料过厚, 焊接时间越长则停留在敏化温度区的机会愈多, 结果使焊缝两侧的母材产生对晶间腐蚀的敏感性。为了减轻焊接接头的敏感性,焊接中应尽量减小线能量的输入。一般氩弧焊要比电弧焊的输入线能量低, 因而焊接和焊补应当采用氩弧焊。对于焊接件应选用超低碳不锈钢或含Ti 、Nb稳定化元素的不锈钢, 对于焊条应选用超低碳焊条或含Nb 的焊条。采用氩弧焊焊接时,为避免焊接接头过热, 操作要快, 焊后要快速冷却, 尽量减少焊缝两侧母材在敏化温度范围停留的时间。

5 焊后处理
焊缝区不一定都强调焊后热处理,一般固溶处理要在1100~1150 ℃范围内保温一定时间后急冷, 三分钟内要完成925~540 ℃温度范围的冷却, 在继续快冷到425 ℃以下;稳定化处理要在850~880 ℃温度范围内保温几小时后空冷。预期的焊后热处理效果, 同热处理全过程的各个关键工艺参数(如进炉温度、升温速度、升温过程中工件各部位的温差、炉内气氛、保温时间、保温过程中各部位的温差、降温速度、出炉温度等) 紧密相连。
对用于可能引起晶间腐蚀环境的奥氏体不锈钢容器, 一般零部件的固溶处理或稳定化处理可以实现。而对整台容器(多为换热器) 焊缝进行焊后热处理将面临重重困难。这类处理不是局部的焊后热处理,而是整个焊接部件或整台容器焊后热处理。由于大多数化工容器的结构形状复杂(比如我们常用的管壳式换热器) 。
如果要求对整台管壳式换热器焊缝区焊后固溶或稳定化处理, 上述的关键工艺参数根本得不到控制,更谈不上保证焊后热处理质量。即便处理也往往弄巧成拙, 不仅焊缝组织结构未能得到改善, 母材组织结构反而遭到不应有的恶化。因此,即使用于晶间腐蚀环境的奥氏体不锈钢制的化工容器,90 %以上仍为焊后态使用,而不是焊后热处理态使用。
6 一点看法
铬镍奥氏体不锈钢是最常用的抗腐蚀材料, 而晶间腐蚀是铬镍奥氏体不锈钢容器最常见的失效形式。晶间腐蚀使晶粒间的结合力大大削弱,严重时可使机械强度完全丧失。遭受这种腐蚀的不锈钢,表面看来还很光亮,但经不起轻轻敲击便破碎成细粒。由于晶间腐蚀不易检查, 所以, 造成设备的突然破坏,它的危害性很大,应引起我们足够的重视。
铬镍奥氏体不锈钢容器基本上是靠焊接成型的, 而焊接接头两侧是晶间腐蚀敏化区, 它总是比母材先受到腐蚀破坏。通过焊后热处理,提高焊缝区抗晶间腐蚀的能力, 达到和母材同等程度, 这是我们追求的目标,是我们进行焊后热处理的初衷。但是在付诸实践中, 有许多因素要考虑, 比如:焊件整体结构形状复杂, 焊后热处理工艺参数难以保证, 因此, 实际上绝大部分在役的铬镍奥氏体不锈钢在焊后态使用。
对用于抗晶间腐蚀的铬镍奥氏体不锈钢制容器焊缝区是否作固溶处理或稳定化处理, 不能简单的一概而论, 应具体分析容器的结构形状, 分析是否能保证热处理的效果, 否则即使我们提出了焊后热处理的要求, 但往往会事与愿违, 不仅达不应有的效果,反而会影响母材的组织结构。
为了提高铬镍奥氏体不锈钢容器抗晶间腐蚀的能力, 必须针对具体的腐蚀环境, 依据腐蚀机理, 首先选材时可选超低碳不锈钢, 稳定化不锈钢, 焊接时选用正确的焊接方法, 恰当组合上述几种防止和控制措施, 才能取得好的效果, 不能单纯依赖焊后固溶或稳定化处理。
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!

