电话:0755-27065558
传真:+86(755)2959 1229
联系人:彭先生 13691862224
网址:www.dunhua.net.cn
地址:中国 · 深圳 · 宝安区燕罗街道广田路35号钝化技术大厦20层
作者: Fastener微信公众号发表时间:2022-03-04 14:46:27浏览量:5360【小中大】
冷镦利用模具在常温下对金属棒料镦粗(常为局部镦粗)成形的锻造方法。通常用来制造螺钉、螺栓、铆钉等的头部。可以减少或代替切削加工。
锻坯材料可以是铜﹑铝﹑碳钢﹑合金钢﹑不锈钢和钛合金等﹐材料利用率可达80~90%。冷镦多在专用的冷镦机上进行﹐便于实现连续﹑多工位﹑自动化生产。在冷镦机上能顺序完成切料﹑镦头﹑聚积﹑成形﹑倒角﹑搓丝﹑缩径和切边等工序。生产效率高﹐可达300件/分以上﹐最大冷镦工件的直径为48毫米。棒料由送料机构自动送进一定度﹐切断机构将其切断成坯料﹐然后由夹钳传送机构依次送至聚积压形和冲孔工位进行冷镦成形。
这门技术属于冷成型的一个种类,就是在不进行加热的情况下对材料进行冲剪、弯曲、拉深等的加工方式。冷成型工艺有冷镦、冷轧、模锻等。
一、什么是冷镦
冷镦(冷挤):金属在常温下,借助模具进行镦锻完成金属塑性变形,达到规定的几何形状、尺寸及质量要求的工艺方法。
温镦:材料通过感应加热到温度600-800℃借助模具的镦锻;
热镦:材料通过感应加热到温度1000-1200℃借助模具的镦锻。
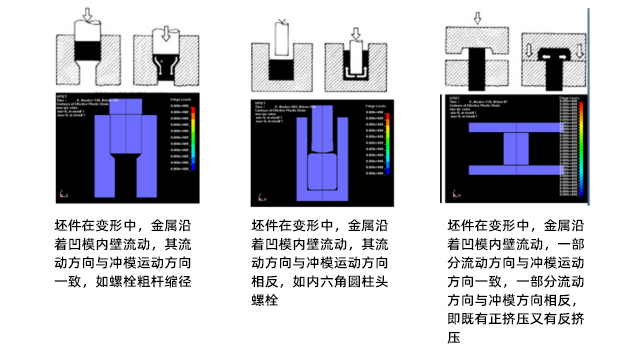
冷镦变形方式:冲切、辗压、正挤压、反挤压、复合挤压
冷镦的优点:
1、钢材利用率高:利用率可高达85%~95%;
2、生产率高:与切削加工相比,冷镦成型效率要高出几十倍以上,冷镦机生产效率80-250件/分钟;
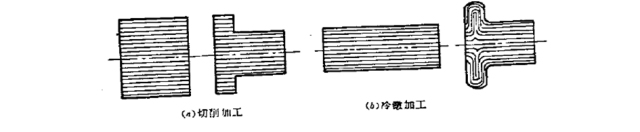
3、机械性能好:保持了金属纤维组织的完整性,由于金属纤维未被切断,因此强度要比切削加工的优越得多:
4、适于自动化生产:适宜冷镦(挤)方法生产的零件,基本属于对称性零件,是大批量生产的主要方法;
5、减轻了工人的劳动强度
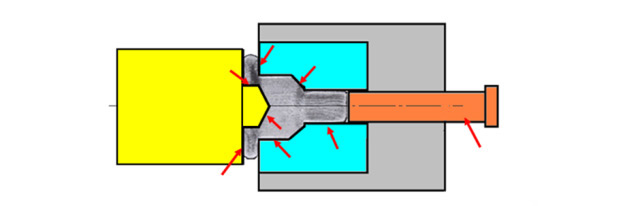
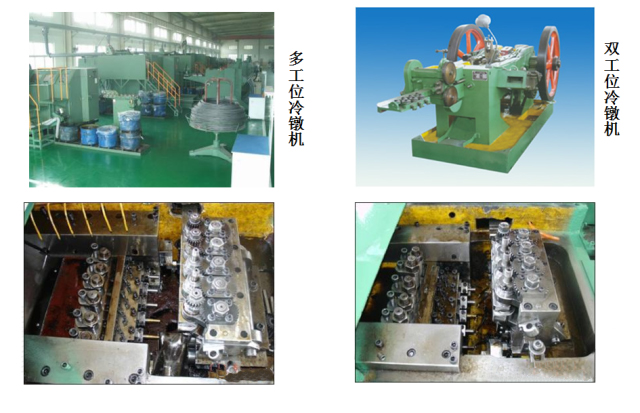
二、冷镦设备介绍
三、冷墩设计原理
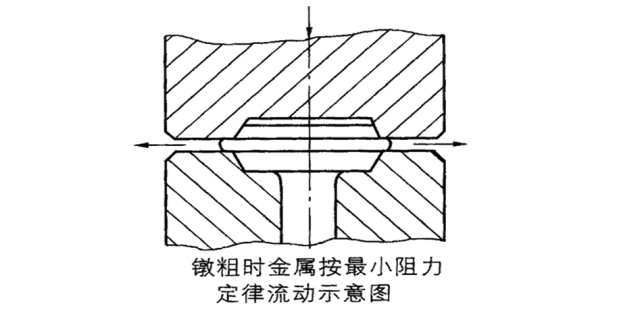
1、最小阻力定律:金属在变形中,变形体的质点有向各方向移动的可能,变形体质点的移动是沿其最小阻力方向移动。
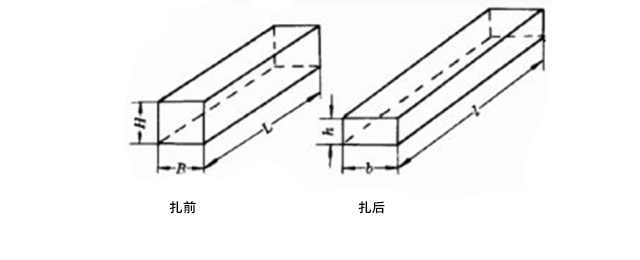
2、体积不变定律:金属塑性变形中,其密度改变极为微小,可以忽略。塑性变形的物体的体积保持不变,金属坯件在塑性变形以前的体积等于变形后的体积。体积不变定律是根据产品形状尺寸、计算出体积,据此再确定所需坯件的具体尺寸。
四、影响冷镦变形的因素
1、摩擦的影响:在变形中模具和坯件间的接触面上不可避免的有摩擦力存在,由于摩擦力的作用,改变了金属流动的特征。
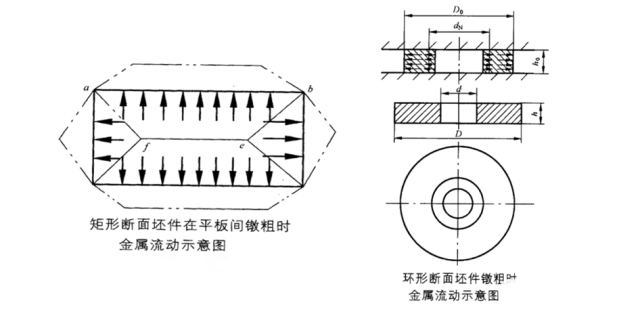
2、工模具形状的影响:由于工模具形状不同,所施加给坯件的作用力,以及模具与坯件接触的摩擦力也不一样,引致金属在各方向流动阻力的差异,从而金属在各方向流动分配也有所差异。
3、金属本身性质不均的影响:金属本身的性质不均,反映出金属成份的不均、组织不均、以及在变形中内部温度的不均等。这些性质的不均匀性,在金属内部出现互相平衡的附加应力,由于内力的存在,使金属在各自流动的阻力有所差异,变形首先发生在阻力最小的部分。
五、冷镦工艺设计
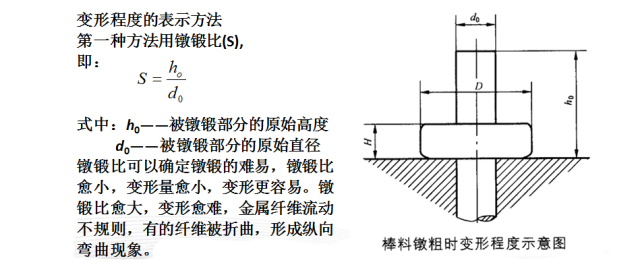
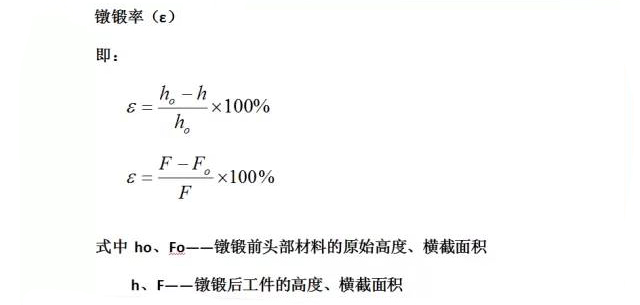
1、变形程度:是指坯料被镦锻部分长度在镦锻终了的压缩量与原始高度的比值,或者坯料截面积在镦锻终了截面积的增加量与原始横截面的比值
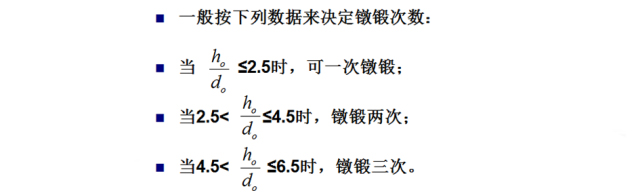
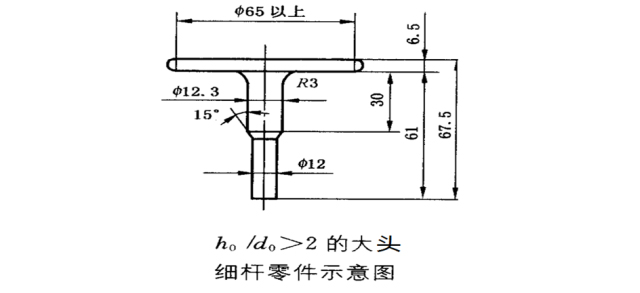
5、考虑工件头部直径D与高度H的比值:头部直径较大、高度较小的大直径薄扁头细杆零件,所需坯料h,/d,在2以上大头细杆零件,若采用一次镦锻成形,就会在头部边缘处产生裂纹。类似的工件,只有增加镦锻次数,采用逐步成形的方法。
六、典型成型方式
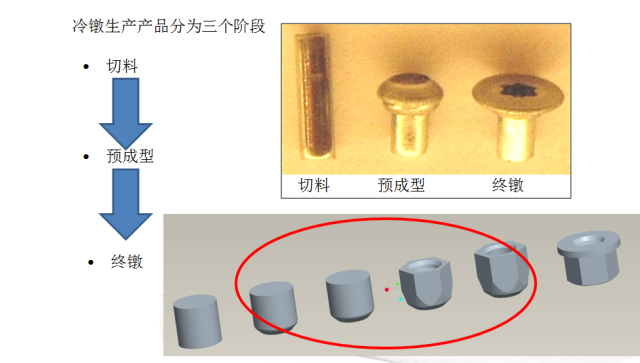
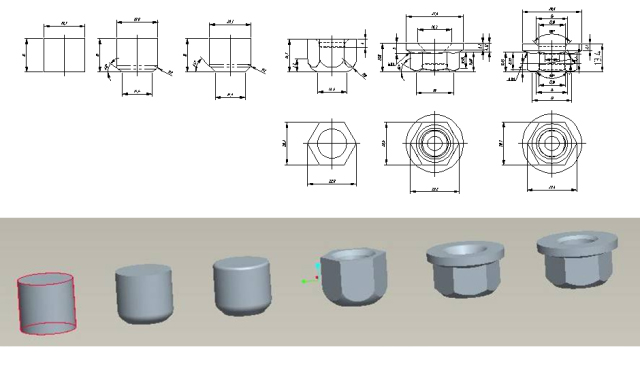
七、冷镦成型过程
六角法兰面螺母工艺变形图