
电话:0755-27065558
传真:+86(755)2959 1229
联系人:彭先生 13691862224
网址:www.dunhua.net.cn
地址:中国 · 深圳 · 宝安区燕罗街道广田路35号钝化技术大厦20层
作者: 「深圳钝化技术公司」发表时间:2022-05-06 14:38:33浏览量:2941【小中大】
通常在金属加工前会对其进行加热软化,这样会让金属加工变得更容易,而且可以提高零部件的机械性能。而上图这种不加热就直接加工的方法,就是冷镦工艺。
紧固件成型工艺中,冷镦(挤)技术是一种主要加工工艺,冷镦工艺,最适合生产螺栓、螺钉、螺母和铆钉。
01
冷镦是什么?
冷镦(挤压 ) 是精密塑性体积成形技术中的一个重要组成部分。冷挤压是指在冷态下将金属毛坯放入模具模腔内,在强大的压力和一定的速度作用下,迫使金属材料产生塑性流动,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。
显然,冷挤压加工是靠模具来控制金属流动,靠金属体积的大量转移来成形零件的。
实际上,任何紧固件的成形,不单是冷镦一种变形方式能实现的,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切和辗压等多种变形方式。
因此,生产中对冷镦的叫法,只是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。
02
冷镦(挤压)工艺的优点
冷挤压技术是一种高精、高效、优质低耗的先进生产工艺技术,较多应用于中小型锻件规模化生产中。与其他加工工艺相比冷挤压有如下优点。
钢材利用率高。冷镦(挤)是一种少、无切削加工方法,如加工杆类的六角头螺栓、圆柱头内六角螺钉,采用切削加工方法,钢材利用率仅在25%~35%,而用冷镦(挤)方法,它的利用率可高达85%~95%,仅是料头、料尾及切六角头边的一些工艺消耗。
机械性能好。冷镦(挤)方法加工的零件,由于金属纤维未被切断,因此强度要比切削加工的优越得多。
适于自动化生产。适宜冷镦(挤)方法生产的紧固件(也含一部分异形件),基本属于对称性零件,适合采用高速自动冷镦机生产,也是大批量生产的主要方法。
节约原材料。冷挤压是利用金属的塑性变形来制成所需形状的零件,因而能大量减少切削加工,提高材料利用率。冷挤压的材料利用率一般可达到80%以上。
提高劳动生产率。用冷挤压工艺代替切削加工制造零件,能使生产率提高几倍、几十倍、甚至上百倍。
零件可以获得理想的表面粗糙度和尺寸精度。零件的精度可达IT7~IT8级,表面粗糙度可达R0.2~R0.6。因此,用冷挤压加工的零件一般很少再切削加工,只需在要求特别高之处进行精磨。
提高零件的力学性能。冷挤压后金属的冷加工硬化,以及在零件内部形成合理的纤维流线分布,使零件的强度远高于原材料的强度。此外,合理的冷挤压工艺可使零件表面形成压应力而提高疲劳强度。因此,某些原需热处理强化的零件用冷挤压工艺后可省去热处理工艺,有些零件原需要用强度高的钢材制造,用冷挤压工艺后就可用强度较低的钢材替用。
可加工形状复杂的,难以切削加工的零件。如异形截面、复杂内腔、内齿及表面看不见的内槽等。
降低零件成本。由于冷挤压工艺具有节约原材料、提高生产率、减少零件的切削加工量、可用较差的材料代用优质材料等优点,从而使零件成本大大降低。
总之,冷镦(挤)方法加工紧固件、异形件是一种综合经济效益相当高的加工方法,是紧固件行业中普遍采用的加工方法,也是一种在国内、外广为利用、很有发展的先进加工方法。
03冷挤压技术在应用中存在的难点
1)对模具要求高。冷挤压时毛坯在模具中受三向压应力而使变形抗力显著增大,这使得模具所受的应力远比一般冲压模大,冷挤压钢材时,模具所受的应力常达2000~2500MPa。模具除需要具有高强度外,还需有足够的冲击韧性和耐磨性。此外,金属毛坯在模具中强烈的塑性变形,会使模具温度升高至250℃~300℃左右,因而,模具材料需要一定的回火稳定性。由于上述情况,冷挤压模具的寿命远低于冲压模。
2)需要大吨位的压力机。由于冷挤压时毛坯的变形抗力大,需用数百吨甚至几千吨的压力机。
3)由于冷挤压的模具成本高,一般只适用于大批量生产的零件。它适宜的最小批量是5~10万件。
4)毛坯在挤压前需进行表面处理。这不但增加了工序,需占用较大的生产面积,而且难以实现生产自动化。
5)不宜用于高强度材料加工。
6)冷挤压零件的塑性、冲击韧性变差,而且零件的残余应力大,这会引起零件变形和耐腐蚀性的降低(产生应力腐蚀)。
04
常用的挤压方法分类
1.正挤压
挤压时,金属的流动方向与凸模的运动方向相一致。正挤压又分为实心件正挤压和空心件正挤压两种。正挤压法可以制造各种形状的实心件和空心件,如螺钉、心轴、管子和弹壳等。
2.反挤压
挤压时,金屑的流动方向与凸模的运动方向相反,反挤压法可以制造各种断面形状的杯形件,如仪表罩壳、万向节轴承套等。
3.复合挤压
挤压时,毛坯一部分金属流动方向与凸模的运动方向相同,而另一部分金屑流动方向则与凸模的运动方向相反,复合挤压法可以制造双杯类零件,也可以制造杯杆类零件和杆杆类零件。
4.减径挤压
变形程度较小的一种变态正挤压法,毛坯断面仅作轻度缩减。主要用于制造直径相差不大的阶梯轴类零件以及作为深孔杯形件的修整工序。
以上几种挤压的共同特点是:金屑流动方向都与凸模轴线平行,因此,可统称为轴向挤压法。另外,还有径向挤压和镦挤法。
05
冷挤压、热挤压和温挤压的比较

冷挤压成形法虽有很多优点,但变形抗力大,就限制了零件的尺寸,同时,也限制了变形抗力大的材料采用冷挤压工艺。
热挤压成形法,虽然可以使材料变形抗力变小,但由于加热,产生氧化、脱碳及热膨胀等问题,降低了产品的尺寸精度和表面质量,因而一般都需要经过大量的切削加工,才能作为最后产品。
温挤压成形法,是将毛坯加热到金属再结晶温度以下某个适当的温度进行挤压。由于金属加热,毛坯的变形抗力减小。成形容易,压力机的吨位也可以减小,而且模具的寿命延长。但与热挤压不同,因为在低温范围内加热,氧化、脱碳的可能性小,产品的机械性能与冷挤压的产品也差别不大。特别是在室温下难加工的材料,例如析出硬化相的不锈钢、高碳钢、含铬量高的—些钢、高温合金等,在温挤压时可能变成可以加工或容易加工。
温挤压不仅适用于变形抗力高的难加工材料,就是对于冷挤压适宜的低碳钢,也适合作为温挤压的对象,因为温挤压有便于组织连续生产的优点。在冷挤压时,包括冷挤压低碳钢在内,一般在加工前要进行预先软化退火,在各道冷挤压工序之间也要进行退火处理。在冷挤压以前要进行钝化处理。这就使得组织连续生产产生困难。温挤压时可以不进行预先软化退火和各工序之间的退火,也可以不进行表面处理,这就使得组织连续生产成为可能,至少可以减少许多辅助工序。
温挤压可以采用大的变形量,这样就可以减少工序数目。模具费用也可以大大减少,而且不需要刚性极高的高价锻压设备,可以使用通用锻压设备,所以虽然温挤压需要加热金属,但是总的加工费用还是比较便宜,待别是在制造工序复杂的非轴对称的异形部件时,温挤压尤可发挥它的作用。
目前,温挤压采用的润滑剂还不能完全令人满意。同时,也还缺乏加工方面的一些实际数据,还有许多技术问题有待解决。
06
冷镦和冷锻是一回事吗?
冷墩与冷锻基本上是同样条件的变形加工,但在操作方式上是不一样的。冷墩属于较小型工件的锻造变形,常用于紧固件工业。而冷锻则属于较大型工件的挤压变形,用途较广泛;冷镦相当于是冷挤压的一个分枝,简单的来说做螺栓的工艺中,六角头成形属冷镦,杆部缩径属冷锻(正挤)。非切边六角法兰面螺栓(多工位成形)即有冷镦又有冷锻,六角螺母成形前边整形只有冷镦,后边工序挤孔属冷锻(正反挤)。
07
冷镦和冷挤压用钢的牌号及化学成分
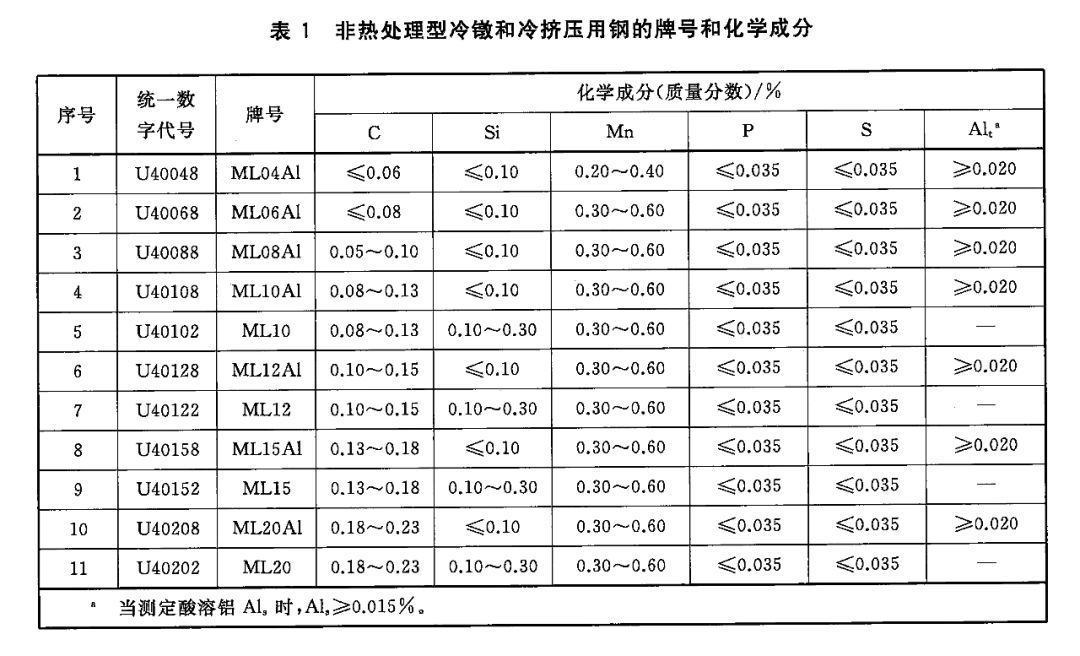
1.非热处理型冷镦和冷挤压用钢
1)非热处理型冷镦和冷挤压用钢的牌号和化学成分(熔炼分析)应符合表中的规定。
2)表面硬化型冷镦和冷挤压用钢的牌号和化学成分(熔炼分析)应符合以下表格的规定。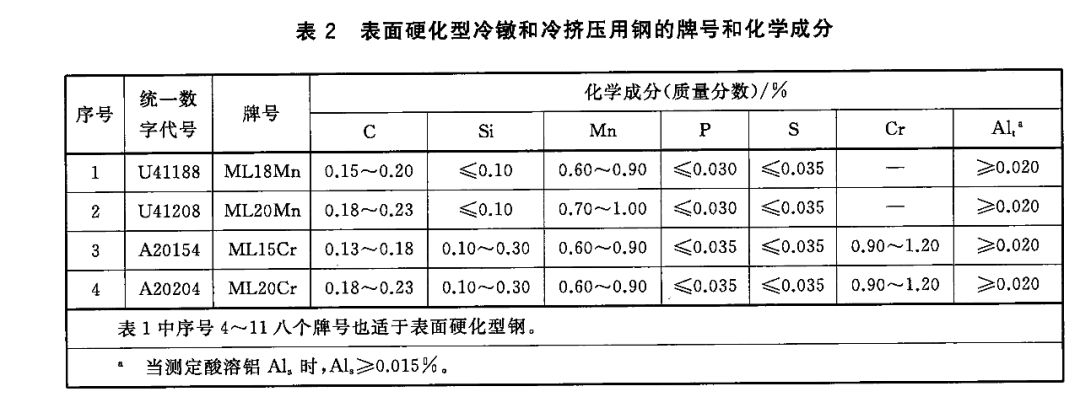
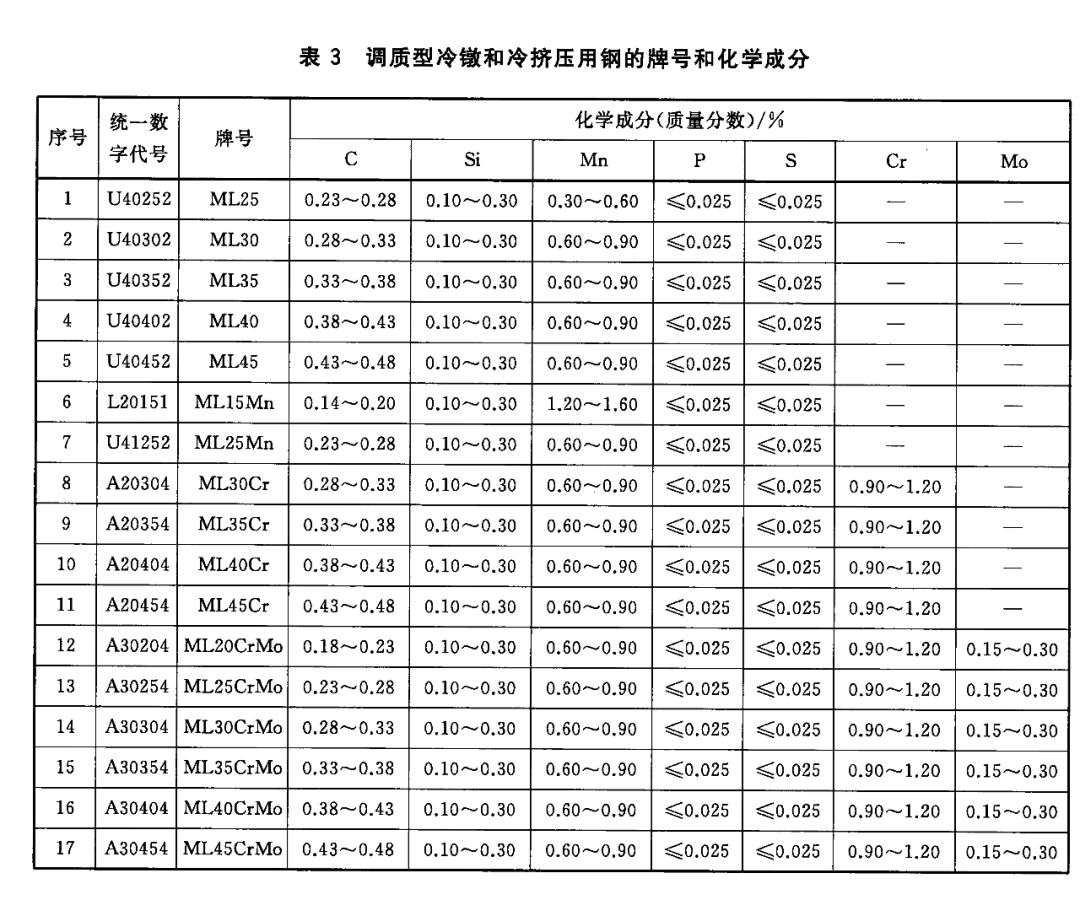
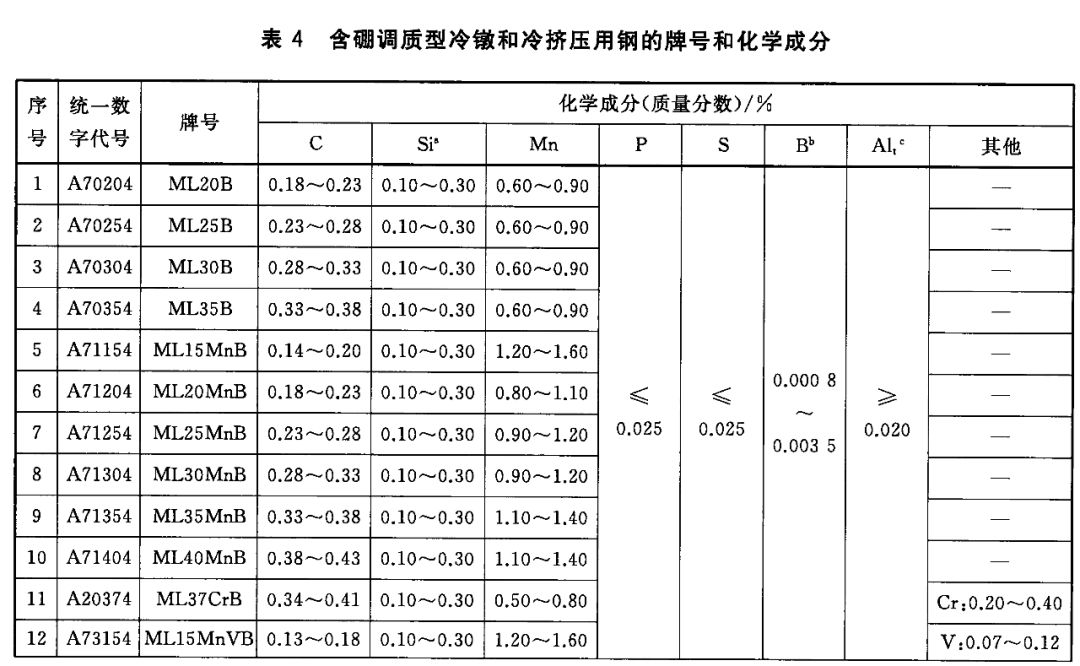
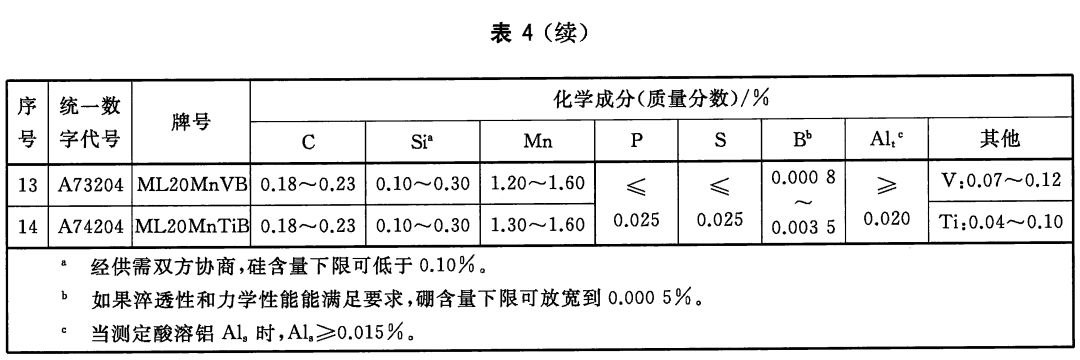
3)调质型冷镦和冷挤压用钢(包括含硼钢)的牌号和化学成分(熔炼分析)应符合表3和表4的规定。
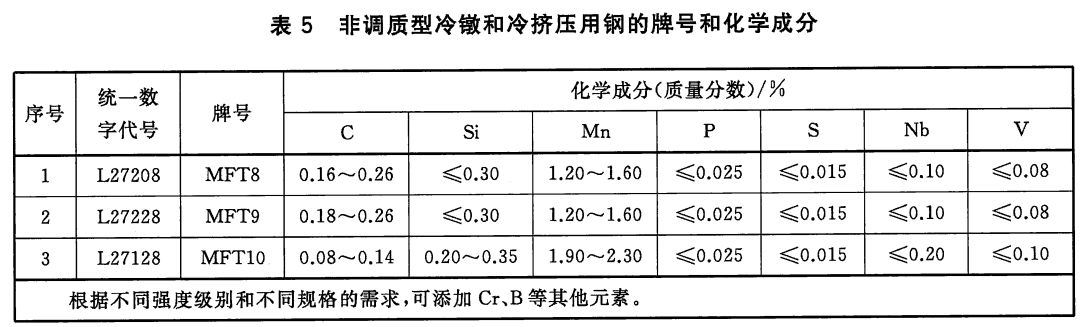
4)非调质型冷镦和冷挤压运用钢的牌号和化学成分(熔炼分析)应符合表5的规定。
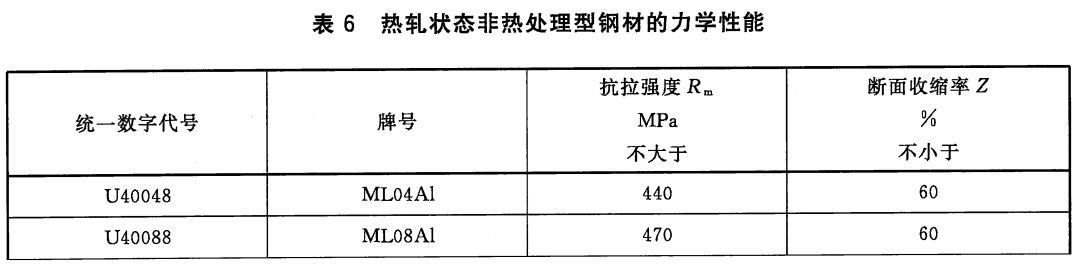
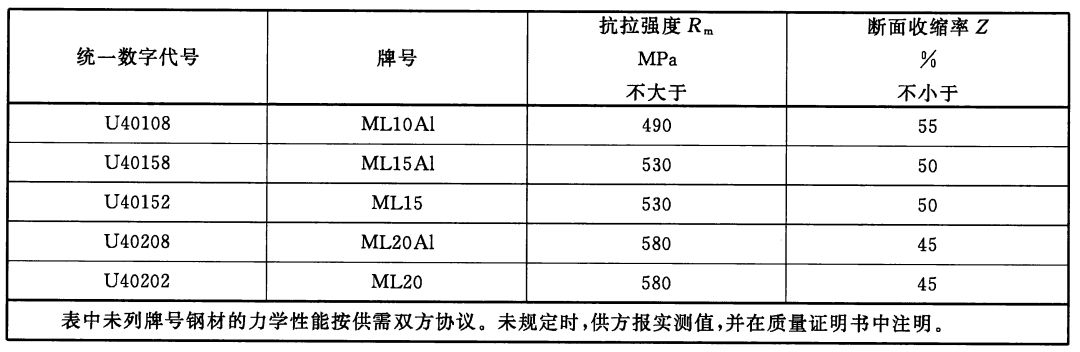
5)热轧状态非热处理型钢材的力学性能。
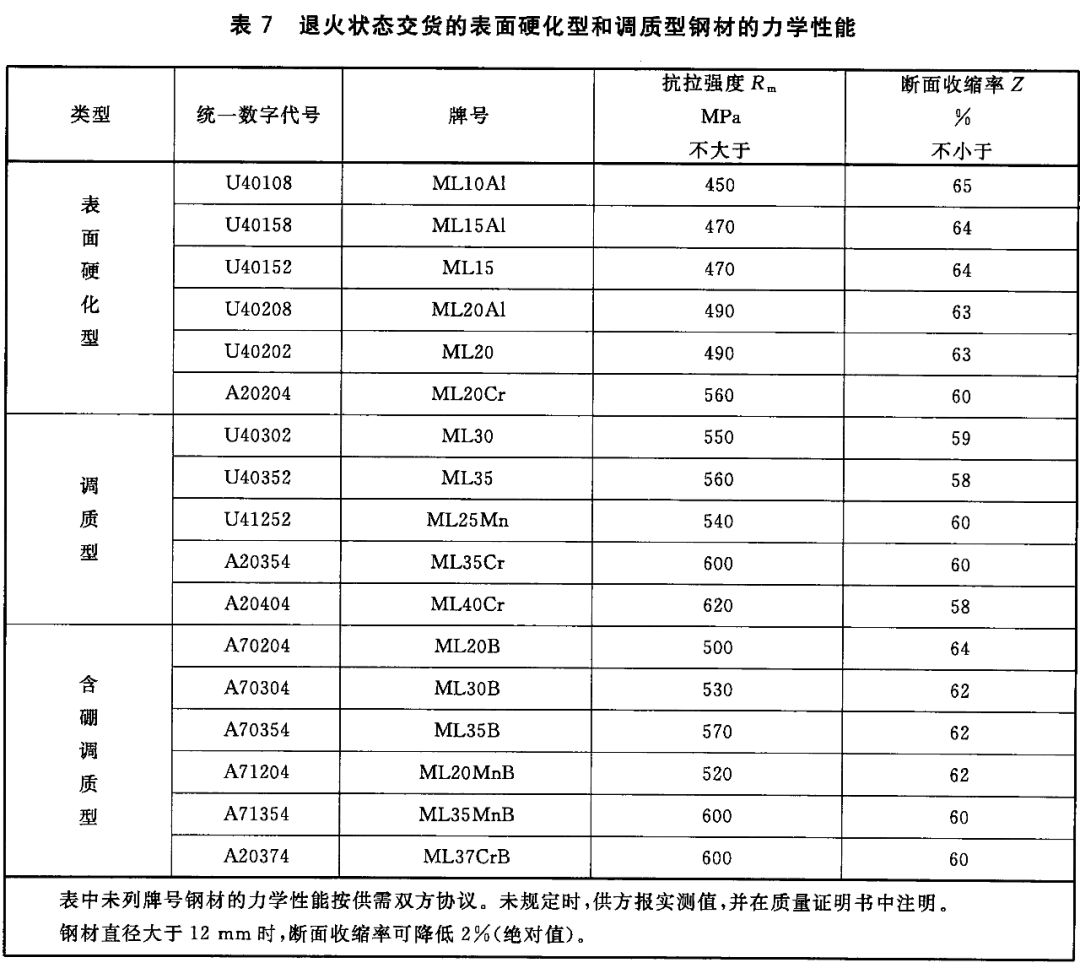
2.表面硬化型和调质型(包括含硼钢)
1)热轧状态交货的钢材一般不做力学性能试验。退火状态交货时钢材的力学性能应符合下图的规定。
2)非调质型冷镦和冷挤压用钢,热轧状态交货非调质型钢材的力学性能应符合以下表格规定。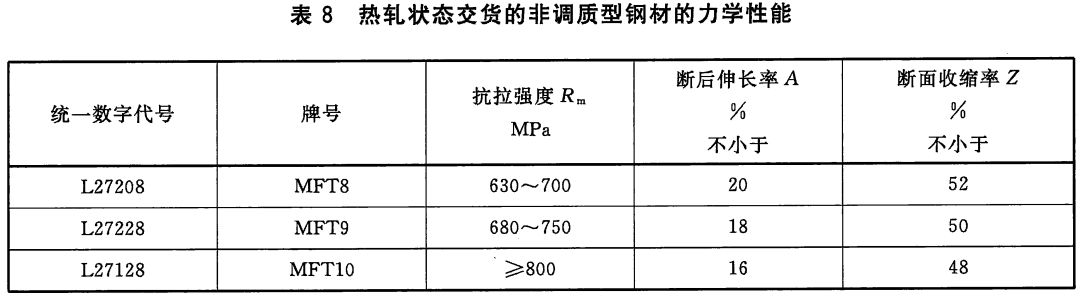
3)调质型(包括含硼钢)和非调质型钢材应进行脱碳层检验。脱碳深度应符合下表规定要求。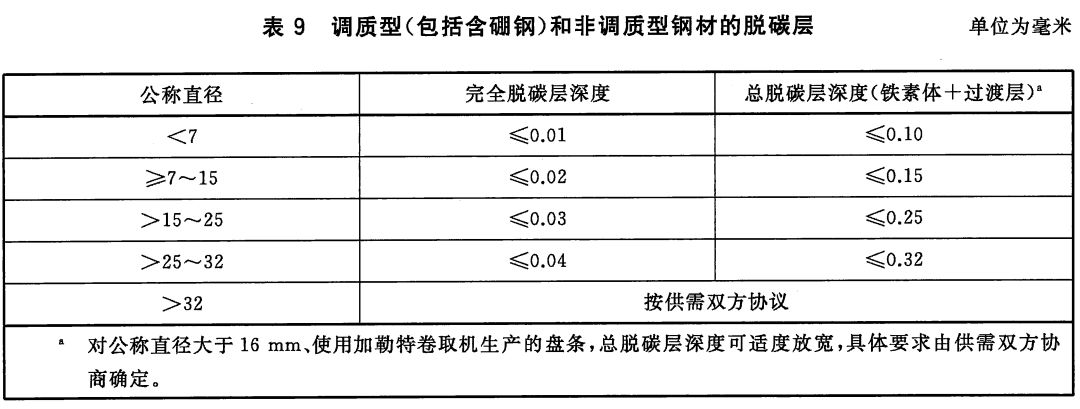
MatAi持续面向2035的新材料战略,并已成功实现了企业级应用。MatAi将大力推进材料基因工程、建设材料数字化研发平台、推动材料基因工程加速融入新材料的研发、设计、制造和应用全生命周期,缩短新材料研发周期,降低研发成本。加强新材料资源共享平台建设,对新材料产品、企业、资金项目、成果奖励、学术文献、标准、专利、专家等海量数据资源进行汇总加工,从而构建新材料行业知识服务系统。

